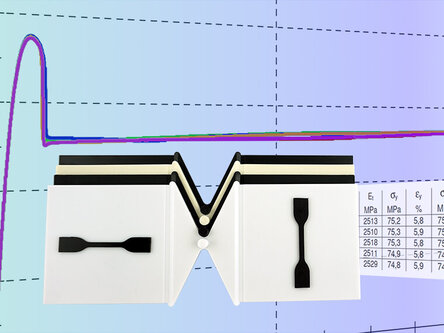
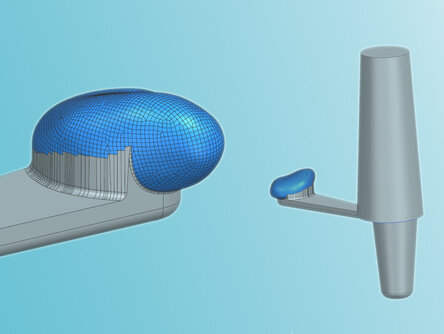
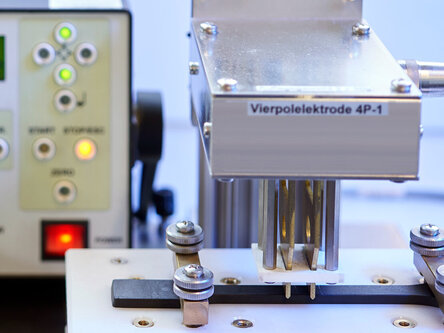
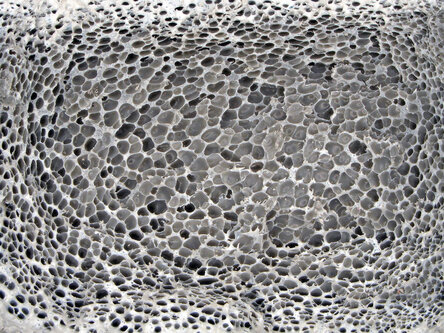
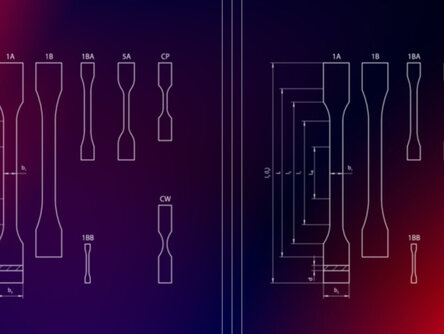
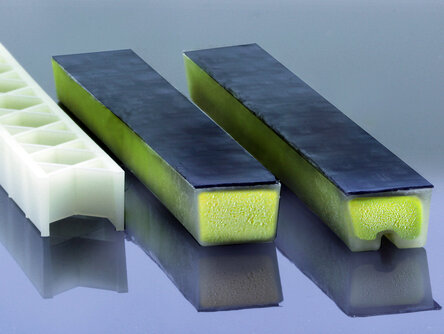
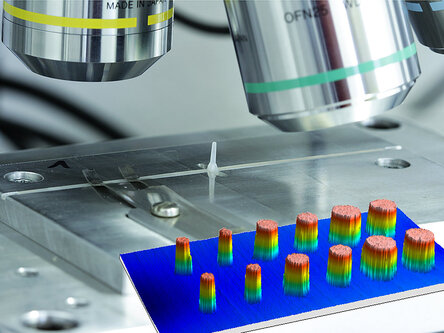
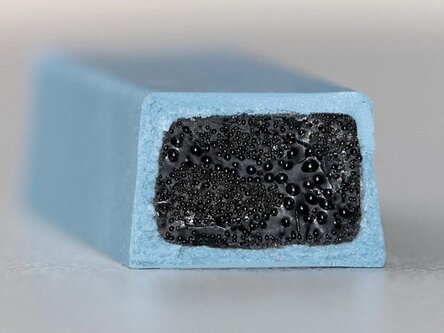
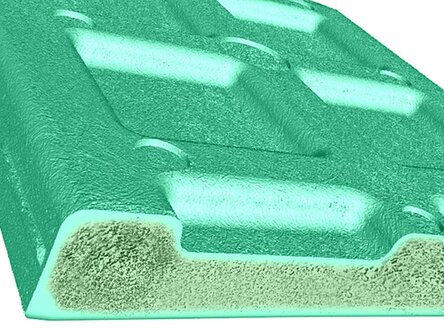
Die meisten Kunststoffe sind brennbar. Auch die Typen, die häufig im Innenraum von Automobilen eingesetzt werden. Kommt es zum Brand, muss aber trotzdem gewährleistet sein, dass den Insassen genügend Zeit bleibt, um das Fahrzeug zu verlassen. Deshalb werden den üblichen Kunststoffen, wie beispielsweise Polypropylen (PP) Flammschutzmittel (FSM) zugegeben. Diese verzögern die Entzündung des Kunststoffs und verringern die dabei entstehende Wärme. Durch den Druck, immer leichtere Bauteile zu verwenden, werden inzwischen viele großflächige Teile thermoplastisch geschäumt. Die Aufklärung der komplexen Zusammenhänge zwischen Schaumstruktur, Brennverhalten und mechanischen Eigenschaften der flammwidrig ausgerüsteten Proben stand im Fokus der Untersuchungen im Rahmen des kürzlich abgeschlossenen Forschungsprojektes „Geschäumte Thermoplastteile mit Flammschutz“ am KUZ. Auswahlkriterien für die FSM waren ihre Wirkungsweisen und Bestandteile: halogenhaltig und chemisch wirkend, phosphorhaltig und barriereschichtbildend sowie die Metallhydroxide (Aluminiumhydroxid und Magnesiumhydroxid) mit unterschiedlicher Zersetzungstemperatur, die physikalisch wirken. Es wurden kompakte sowie chemisch und physikalisch geschäumte Proben spritzgegossen und mit einer Vielzahl von Methoden untersucht.
Erfahren Sie mehr