Oberflächenqualität im Bereich der Zusammenfließlinie
Schlüsselthema: Materialcharakteristik
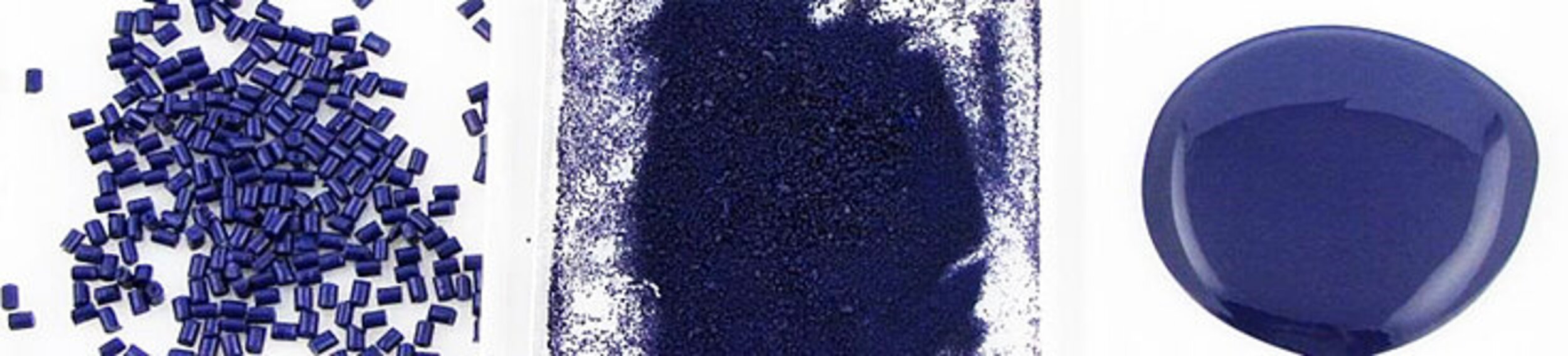
Die 17 für die Kunststoffe ABS, PMMA, PP und PA6 als praxisrelevant ausgewählten Farbmittel wurden in Monobatches und z. T. in wachsbasierte Mikrogranulate sowie Flüssigfarbe eingearbeitet und physikalisch, d. h. über Farbkörpergröße, -form und -verteilung, klassifiziert.

Werkzeug- und maschinentechnische Rahmenbedingungen für die systematischen Spritzgießversuche
Die Rahmenbedingungen für den Versuchsplan werden wie folgt festgelegt bzw. variiert:
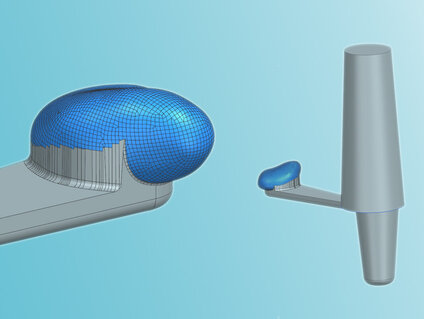
- Modellformteil zur Provokation von Binde- und Fließnähten, alternierend mit einem Werkzeug mit Kalt- oder Heißkanalsystem hergestellt
- Spritzgießmaschine: IntElect 100/470-180 mit Standardschnecke Æ 30 mm
- Dosierung der Farbmittel: bei festen Präparationen gravimetrisch, bei den Flüssigfarben über ein Pumpsystem am Einfülltrichter und alternativ in der Meteringzone am Zylinder der Spritzeinheit über das aCC-System, einer Entwicklung der Sumitomo (SHI) Demag Plastics Machinery GmbH
- Verwendung von Mischelementen der Groche Technik GmbH und PROMIX Solutions GmbH

Methodik: Effektive qualitative und quantitative Beurteilung der Oberflächenqualität
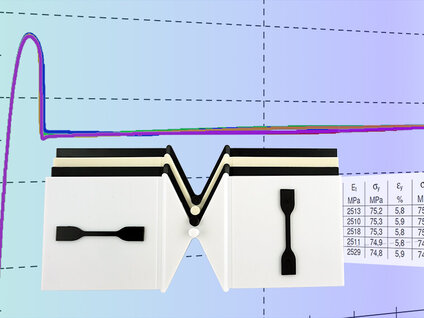
Die Beurteilung der Zusammenfließlinien an den Modellformteilen basierte zum einen auf genormten Prüfungen wie der visuellen Beurteilung und der Farbmessung. Zudem wurde eine Methode entwickelt, auf der Grundlage von Oberflächenscans die Ausprägung der Zusammenfließlinie zu beurteilen.
Die resultierenden Bewertungskriterien werden in einem Netzdiagramm zusammengefasst, wie an den Beispielen in der Abbildung gezeigt wird. Umso größer die Flächendeckung im Netzdiagramm erscheint, umso auffälliger ist die Zusammenfließlinie beim untersuchten Farbmittel.

Signifikante Abhängigkeiten der Qualitätsparameter von den untersuchten Einflussfaktoren
Die Vorhersagemodelle wurden auf Grundlage nichtlinearer statistischer Modelle unter Einbeziehung oben genannter Faktoren mittels der Software STASA QC der Steinbeis Angewandte Systemanalyse GmbH entwickelt. In der der folgenden Abbildung werden die ermittelten Abhängigkeiten aufgezeigt, die eine Vorhersage der Oberflächenqualität im Bereich der Zusammenfließlinien gestatten. Dabei erfolgte eine Wichtung der Einflussgrößen in Größen mit starkem d.h. überdurchschnittlichen, mit mittlerem und mit zu vernachlässigendem Einfluss auf die Oberflächenqualität. Nicht belegt sind die Kombinationen, bezüglich derer keine eindeutige Aussage zu treffen ist.

Ausblick
Die mittlere Farbkörpergröße in der Farbpräparation sowie die Häufigkeitsverteilung der Farbkörpergrößen stellen den primären Einflussfaktor für die Ausprägung der Oberflächenqualität im Bereich der Zusammenfließlinie dar. Zusammen mit den anderen Einflussfaktoren ist zu jedem Anwendungsfall eine Risikoabschätzung hinsichtlich der zu erwartenden Oberflächenqualität möglich.
Die gewonnenen Erkenntnisse stellen die Basis für weitere Entwicklungen zur Qualitätsoptimierung eingefärbter Formteile dar. Ausgehend von den hier untersuchten Monopräparationen kann die Methodik auf komplexere Farbrezepturen erweitert werden. Zum einen haben Wechselwirkungen zwischen den einzelnen Farbmitteln einen Einfluss, zum anderen ist die Intensität der Zusammenfließlinien in Abhängigkeit von Mengenanteilen einzelner Farbmittel zu untersuchen.
Kontakt
Kathrin Klamt
+49 341 4941-606
klamtnoSpam@kuz-leipzig.de

Gefördert durch: Bundesministerium für Wirtschaft und Energie
Reg.-Nr.:VF140033