Entformungsprobleme, was tun?
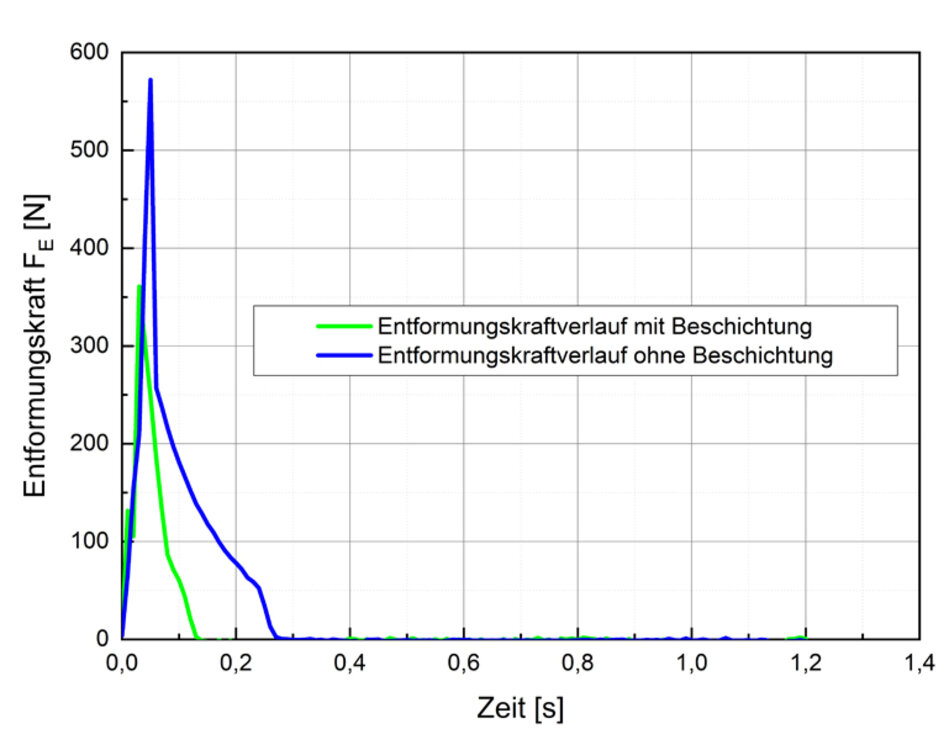
Um das Entformungsverhalten zu ermitteln und zu verbessern, hat das Kunststoff-Zentrum in Leipzig (KUZ) einen neuen messtechnischen Ansatz entwickelt. Dieser ist auf die Erzielung praxisrelevanter Ergebnisse ausgerichtet und erlaubt eine Analyse der Wirksamkeit von entformungskraftreduzierenden Maßnahmen. Im Detail werden zeitabhängig die Entformungskraft sowie das Kraftintegral aufgezeichnet und ausgewertet.
Wege zur Reduzierung der Entformungskraft
1. Beschichten Sie Ihr Werkzeug
Im Rahmen eines Forschungsprojektes entwickelte der Innovent e.V. permanente Trennschichten auf Basis neuartiger Sol-Gel-Beschichtungen. Anschließend wurden im KUZ systematische Untersuchungen mit verschiedenen Kunststoffen, Parametervariationen, Werkzeugrauheiten und -beschichtungen durchgeführt. Die Ergebnisse der erfolgreichen Projektarbeit wurden erst kürzlich auf der Fachtagung Technomer vorgestellt.
Der Anspruch an die Beschichtungen war hoch. Diese mussten für den Spritzgießprozess mechanisch sowie thermisch sehr stabil sein, um die auftretenden Scherkräfte und Schmelzetemperaturen zu kompensieren. Neben der Reduktion der Entformungskraft wurden folgende positive Nebeneffekte ermittelt:
- Minimierung von Werkzeugverschleiß
- Erweiterung der Potenziale zur Prozessoptimierung
- Einsparung von Ressourcen und Energie
Daraus wurden Maßnahmen für individuelle Beschichtungsaufgaben abgeleitet. Durch die Beschichtungen konnten qualitative und quantitative Aussagen zur Verbesserung des Entformungsverhaltens hergeleitet werden.
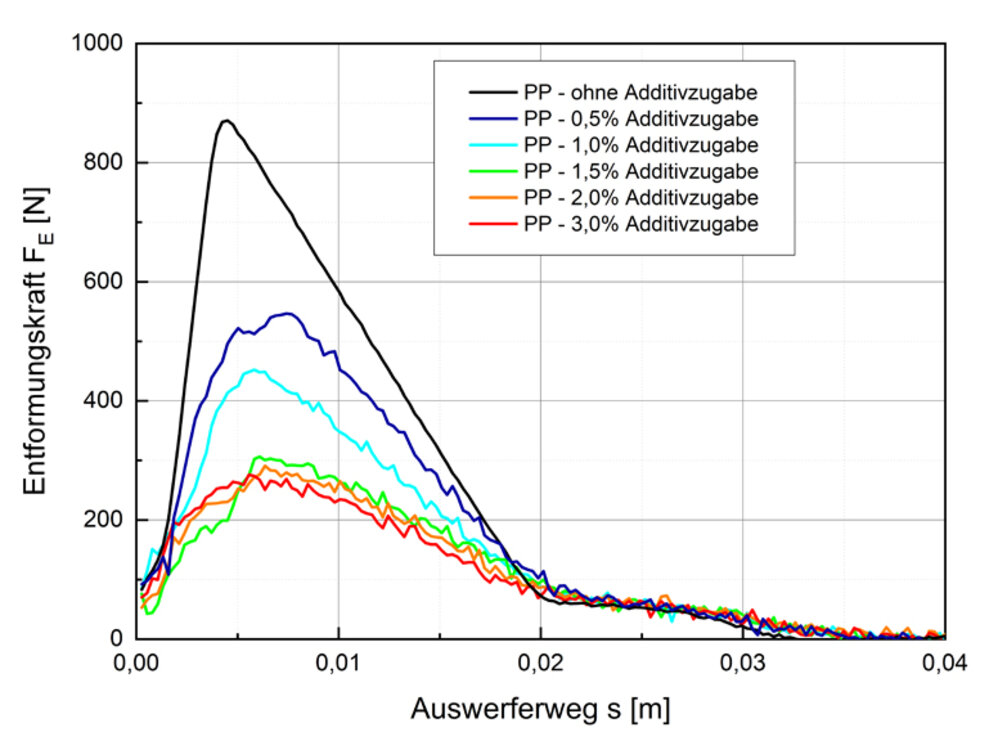
2. Nutzen Sie die Gleitwirkung bestimmter Additive
Auch Additive können die Anhaftung im Werkzeug und die Reibung zwischen Werkzeug und Formteil beim Entformungsvorgang reduzieren. Vor diesem Hintergrund wurde das Additivmasterbatch NEFA® MB A der Caparol Industrial Solutions GmbH mit dem Versuchswerkzeug am KUZ getestet und der Einfluss auf Teilabschnitte des Spritzgießzyklus untersucht. Es zeigte sich, dass bei nahezu allen untersuchten Kunststoffen neben der Entformungskraft auch der Einspritzdruck durch den Einsatz des Additivmasterbatches reduziert werden konnte. Die Höhe der Effekte variierte in Abhängigkeit vom eingesetzten Kunststoff sowie von der Konzentration der Additivzugabe. Die besten Ergebnisse hinsichtlich der Entformungsverbesserung ließen sich bei einer Konzentration von ca. 1,5 % erzielen.
Durch die Gegenüberstellung konnten auch hier für den Spritzgießer qualitative und quantitative Aussagen zur Verbesserung des Entformungsverhaltens durch den Einsatz des Additivmasterbatches abgeleitet werden.
Profitieren Sie von den Möglichkeiten des KUZ
Zur Beurteilung und Beeinflussung von Entformungskräften können wir folgende Varianten anbieten:
- Fertigung verschiedener Werkzeugkerne mit Variation der Stahlsorte, Oberflächenrauigkeit, Entformungsschräge und/oder Beschichtung
- Untersuchungen verschiedener Additive und Formmassen (Einfluss der Schwindung, Steifigkeit u.a.)
- Optimierung des Entformungszeitpunktes mittels thermografischer Untersuchungen
- Optimierung der technologischen Parameter im Spritzgießprozess
Kontakt
Nico Reimann
+49 341 4941-620
reimann@kuz-leipzig.de