
Intelligenter Leichtbau zur Ressourcenschonung
Leichtbaulösungen
Um Sie bei den komplexen Anforderungen des Leichtbaus entlang der gesamten Wertschöpfungskette effizient zu unterstützen, setzt sich das Beratungsteam aus Mitarbeitern der Bereiche Nachhaltigkeit und Recycling, Werkzeugkonstruktion, Spritzgießsimulation und -berechnung, Verarbeitungstechnik sowie Materialprüfung zusammen. Wir bieten Ihnen detaillierte Beratungsmöglichkeiten zu den Themenschwerpunkten rund um den Leichtbau mit Kunststoffen an.
- Materialbewertung
- Materialauswahl bezüglich geeigneter Materialpaarungen einschließlich der Entwicklung neuer Kombinationen
- Additivauswahl zur Optimierung der Schaumstruktur Ihrer Leichtbauteile
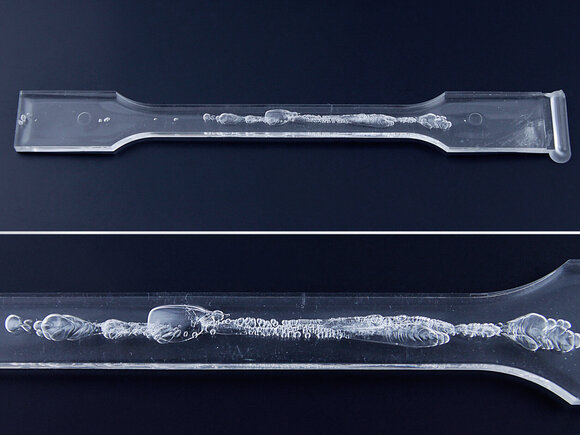
- Haftungsprüfung zur Bewertung stofflicher Kompatibilität von Materialpaarungen durch Herstellung von 2K-Prüfkörpern
- Bewertung rheologischer Kompatibilität von Materialpaarungen mittels Spritzgieß-Rheometer
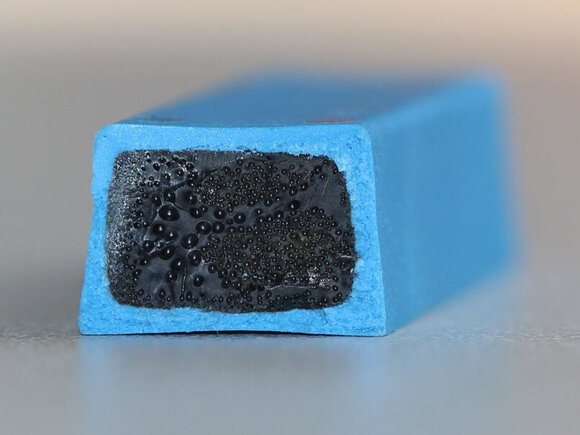
- Untersuchung von Schaumstrukturen mittels zerstörungsfreier Analyse durch computertomografische Scans
- Herstellung spezieller Schaumprüfkörper zur Ermittlung leichtbaurelevanter Materialeigenschaften
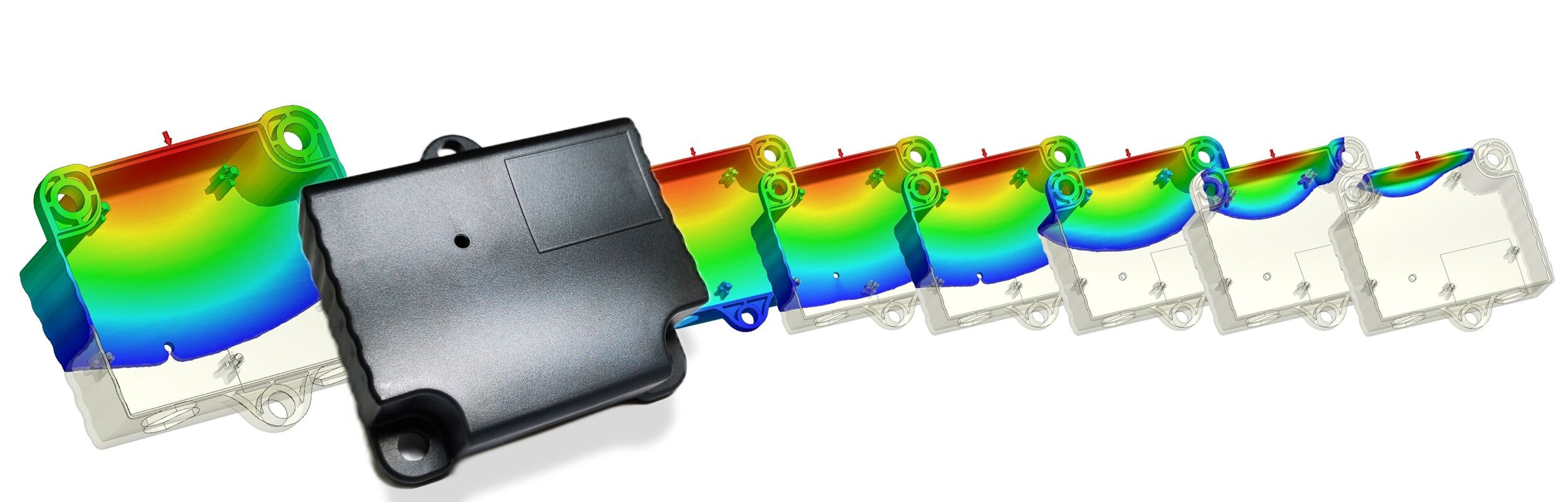
- Spritzgießsimulation und -berechnung
- Prüfung und Verbesserung des Formteildesigns mit dem Ziel stabiler Fertigungsprozesse
- Beurteilung der Störanfälligkeit sowie möglicher Risiken bei der Fertigung
- Optimierung von Fertigungs- und Folgeprozessen
- Effektive Variantenbewertung bei der Auslegung von Formteil-/Werkzeugkonstruktion mit minimalem Rohstoff- und Energieeinsatz
- Zeitvorteil durch schnelle und effiziente Entwicklungsumsetzung
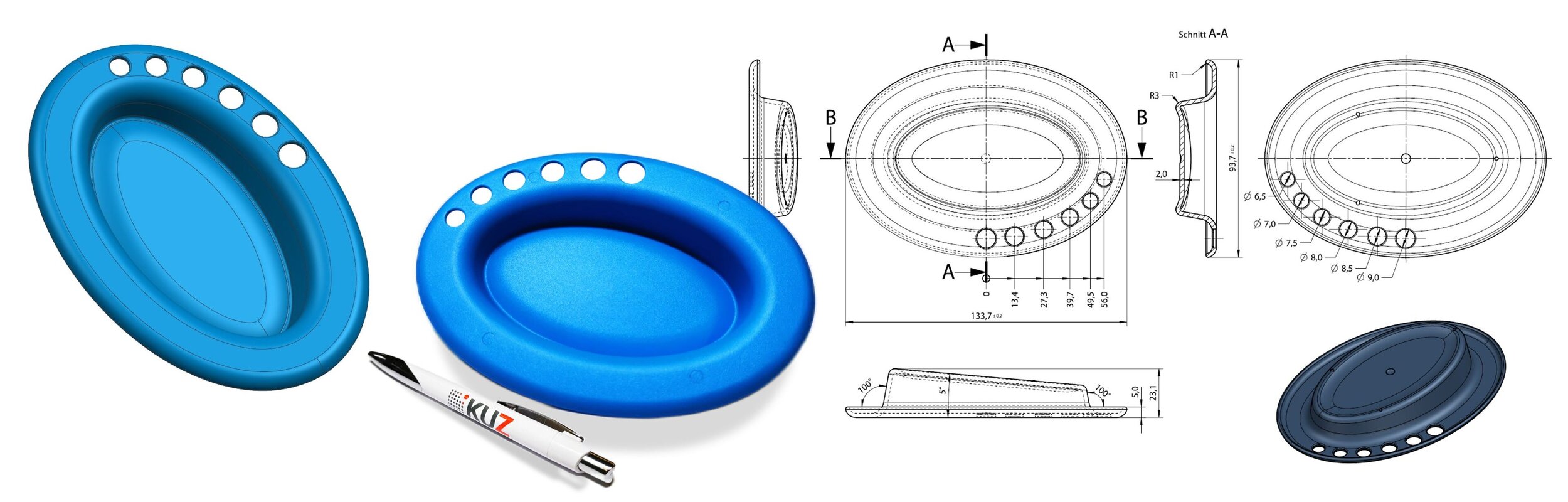
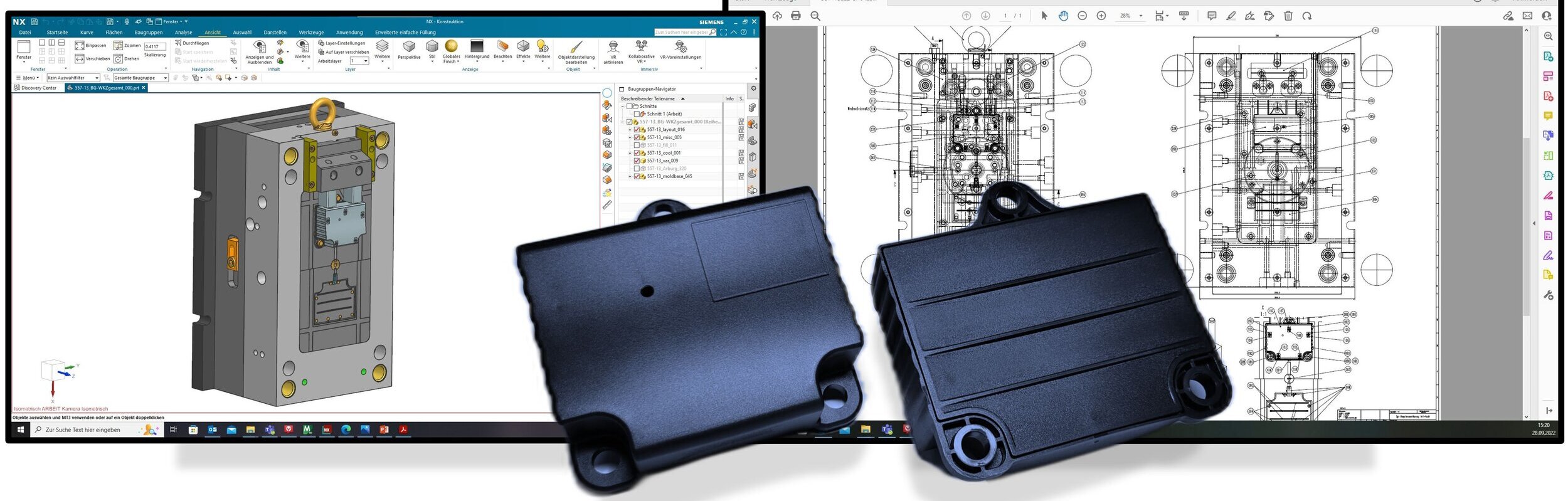
- Werkzeugkonstruktion
- Unterstützung bei der Auslegung und Konstruktion von Leichtbauteilen sowohl in 1K- als auch in 2K-Sandwichbauweise mit Schaumkern
- Einhaltung von Maßhaltigkeit und Qualitätssteigerung von geschäumten Leichtbauteilen
- Auslegung und Konstruktion geschäumter biobasierter Leichtbauteile
- Verarbeitungstechnik
- Abmusterungen von Leichtbauteilen sowohl in 1K- als auch in 2K-Sandwichbauweise mit Schaumkern
- Abmusterungen geschäumter biobasierter Leichtbauteile
- Verarbeitung von kompakten oder geschäumten Recyclingmaterialien
- Funktionsintegration von Leichtbauteilen
- Nachbearbeitung
- Beratung zur Schweißbarkeit von Leichtbauteilen
- Auslegung schweißgeeigneter Geometrien
- Nachhaltigkeit und Recycling
- Material- und Kosteneinsparungen für biegebelastete Leichtbauteile
- Steigerung der Nachhaltigkeit Ihres Produktportfolios durch Leichtbau
- Nachweismöglichkeiten durch Nachhaltigkeitsbewertungen
Dazu passende Weiterbildungen






Weitere Leistungen


 "/>
"/>